- 深圳市159****8681 最新3D打印订单:¥499.51元
- 沈阳市186****4040 最新3D打印订单:¥814.80元
- 台中092****2653 最新3D打印订单:¥1,317.00元
- 深圳市138****2618 最新3D打印订单:¥637.56元
- 南京138****5228 最新3D打印订单:¥1,926.63元
- 深圳市138****2618 最新3D打印订单:¥517.94元
- 广州市135****6016 最新3D打印订单:¥647.24元
- 长春市136****7431 最新3D打印订单:¥680.49元
- 深圳市135****3766 最新3D打印订单:¥529.64元
- 深圳市138****2360 最新3D打印订单:¥622.98元
- 西安市134****8811 最新3D打印订单:¥749.36元
- 郑州市183****0928 最新CNC机加工订单:¥22,500.00元
- 上海市182****9903 最新3D打印订单:¥12,480.00元
- 济南市156****0318 最新钣金加工订单:¥6,045.50元
- 东莞市157****3032 最新钣金加工订单:¥2,200.00元
- 苏州市158****5151 最新CNC机加工订单:¥2,200.00元
- 上海198****1239 最新CNC机加工订单:¥22,500.00元
- 嘉兴市139****6874 最新CNC机加工订单:¥4,200.00元
- 安阿伯734****5963 最新CNC机加工订单:¥18,208.37元
- 上海市131****2750 最新CNC机加工订单:¥2,900.00元
- 深圳市178****8941 最新CNC机加工订单:¥3,000.00元
- 深圳市132****4471 最新CNC机加工订单:¥5,800.00元
- 苏州市139****1569 最新CNC机加工订单:¥10,030.00元
- 西安市152****3446 最新CNC机加工订单:¥2,100.00元
- 杭州市150****6228 最新CNC机加工订单:¥880.00元
- 深圳市166****2047 最新3D打印订单:¥5,500.00元
- 新界635****4728 最新CNC机加工订单:¥17,500.00元
- 杭州市159****6812 最新CNC机加工订单:¥960.00元
- 嘉兴市152****6816 最新3D打印订单:¥16,700.00元
- 成都市173****6014 最新CNC机加工订单:¥5,311.00元
FDM成型技术的3D打印机常见故障及排除办法
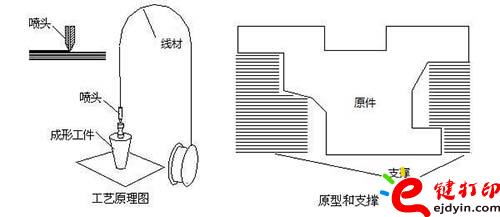
熔融沉积成型(Fused Deposition Modeling,FDM)快速原型工艺是一种不依靠激光作为成型能源、而将各种丝材(如工程塑料ABS、聚碳酸酯PC等)加热熔化进而堆积成型方法,简称FDM。如果你正在寻找提高FDM成型技术打印件质量的教程,那么下面这些内容刚好适合你。我们收集了一些常见打印质量问题及解决方法,我们会逐一的进行讲解,教您如何调整切片软件,提高打印质量。
在打印开始时没有挤出耗材问题
这个问题对于刚买3D打印机的用户来说非常常见,但这个问题也非常好解决!以下是可能造成此问题的几种原因及建议解决方法:
1、在打印之前喷嘴内无耗材
大多数的挤出机都会在高温悬停时时,喷嘴中的融化耗材自行流出,这经常会导致喷嘴内的耗材流干,形成空腔。导致挤出机挤出时需要等几秒才出料的情况;打印刚开始不出料的情况。解决这个问题的核心是在开始打印前,保证喷嘴内有充足融化的耗材。最常用 的解决方法是加裙边skirt,加几圈裙边就会在正式开始打印物件之前,在物件外围画几个圈,使喷嘴内有充足融化的耗材。
2、在开始打印时喷嘴离平台过近
没有足够的空间让融化的耗材流出,这种情况通常打印会在第3或第4层才会流出耗材。可以尝试调平、调整切片软件第一层层高,或加Z轴偏移3、耗材被挤丝轮咬掉一块,失去抓力退出耗材,将损坏的耗材剪掉,重新送入耗材。
4、喷头堵塞
如果上述解决方案都没解决你的问题,那么很可能是因为喷头被杂质堵塞了。疏通喷头很可能需要拆解挤出机。在拆解之前需要咨询一下厂家,防止失去质保。疏通喷头工具:根据喷头的直径选择合适的工具,钻头、针灸针、吉他E弦线首层脱离平台问题对于打印件来说,第一层牢固的粘结在平台上是非常重要的。如果没有粘结在平台上,在稍后的打印中会造成一系列的问题。以下是可能造成此问题的几种原因及建议解决方法:

1、平台不平
当出现第一层没有牢固的粘结在平台上时,第一件事情就是应该检查平台是否平。如果不平就需要调平,一般情况下,大多数打印机的平台下方都会有调节平台的螺丝旋钮。
2、喷头离平台太远
一般平台调平之后,出现这种情况是,喷头离平台过远,解决的方法是可以调整第一层层高,或者调整切片软件中的Z轴偏移量。
3、第一层打印速度过快
在打印第一层的时候,要设置较慢的速度,才能使耗材有足够的时间能粘结在平台上。一般在切片时,第一层速度都会设置成50%或更低。
4、温度或散热设置问题
有些塑料(如ABS),收缩比较严重,在打印大物件的时候,由于局部温度不平衡,导致收缩程度不一样,造成起翘,脱离平台。如果打印这类高温耗材,则需要一个热床,将热床温度调整至合适温度(ABS,热床100-120度,PLA热床温度60-70度)另外如果你的打印 机有吹耗材的风扇,你可以尝试在打印第一层时关闭这个风扇。
5、平台表面材质
不同的材料对不同的表面材质都有不同的粘结效果。由于这个原因,大部分的打印机的平台表面材质都会针对他们自己的耗材进行定制。举例来说,几款打印机平台表面上使用的是BuildTak薄板,PLA对这种薄板有非常好的粘结效果。其他厂商定制针对热床使用的硼 硅酸盐玻璃板,ABS对这种玻璃板有较好的粘结效果。如果想要直接在这些平面上进行打印,最好要在打印前确保平台没有浮尘,没有油脂。可以使用清水或擦洗用异丙醇清洁打印平台,会有非常大的区别。
如果你的打印机并没有特制的平台表面来增强附着力,也没关系,市面上有几款胶带可以很好抓牢打印件的胶带,比如PLA对Bluepainter’s胶带有非常好的附着力,而ABS则能够很好的附着在kapton(聚酰亚胺)胶带上,当然许多用户也在尝试使用各种有粘性的物 质来提高平台表面的附着力,比如胶棒,胶水,干胶,发胶,口红等等。。。
6、其他情况
有的时候打印小的物件,小物件没有足够的表面积使其能够很好的附着在打印床上,最简单的方法是在切片时打开brim,或加raft以增加其与打印床的接触面积。
塑料挤出量不足
因为大多数的3D打印机并没有检测有多少塑料从喷嘴挤出的反馈系统,所以就会有可能发生挤出量少于软件设定的量。当出现这种情况的时候,最明显的就是线与线之间有明显的缝隙。
检测挤出量是否偏低最可靠的方式是打印一个最简单的20mm高的立方体,切片设置最少3条边缘。观察立方体顶部,是否3条边缘结合的非常好。如果3条边缘之间有明显的缝隙,那么你的打印机挤出量偏低,如果3条边缘结合的一点缝隙都没有,那么你很有可能又陷 入另一种问题。如果你发现你的机器挤出量偏低,以下是几种可能造成此问题的原因及建议的解决方法:
1、线径错误
发生这种情况,第一个要检查的就是线径是否正确,通常我们使用的都是1.75mm的耗材,但有些厂家的线径不达标,线径要小于1.75mm,遇到这种情况,推荐各位还是用卡尺来测量一定距离的耗材,计算耗材线径平均值。填写到切片软件的相应位置。
2、增加挤出倍率
如果你的线径设置的正确,但是还是有挤出量偏低的问题,那么你需要调整挤出倍率,(又名流量)举个例子,如果之前你的挤出倍率是1.0你将其改为1.05,那就意味着比之前多挤出百分之五的塑料,典型的设定PLA为0.9,ABS则接近1.0,你可以根据实际情况,每 增加0.05重新进行一次测试打印。直到获得正确的值。
塑料挤出量偏多
挤出量的精准直接影响打印件的质量,但是大多数的3D打印机并没有检测挤出量是否正确的系统。所以当挤出量偏多,挤出的塑料过多,就会造成上图的情况。
与挤出量偏少相同,出现此问题,要检查线径是否正确,正确的话需要调节挤出量倍率。
分
顶层有缝隙
为了节省材料,大多数打印件都是实心边缘围绕着有规律的空心网格,举例来说,比如30%的填充比,这就是说,这个打印件只有百分之30是实心,剩下的都是空气。虽然内部是空心的,但想让外表保持一个实心的样子。所以在切片软件中会有这样一项设置,顶底层 厚(层高)以下是几种可能造成此问题的原因及建议解决方法:
1、顶层(层数)厚度不够
在切片软件中增加顶层厚度(或层数)
2、填充比率比较低
在切片软件中提高填充比率
3、挤出量偏低
在切片软件中提高挤出量
拉丝或渗漏
拉丝就是在穿越开放空间时有残留线状物体,这主要的原因是在挤出头移动的情况下,耗材从喷嘴漏出。解决这个问题的常用措施就是回抽,如果切片中开启了回抽,那么在喷头移动到下一个点之前,会将耗材反方向拉回一段距离,当移动到下一个点时,耗材又会 回送挤出来。以下是几个可能造成此问题的原因及建议解决方法:
1、回抽距离不足
回抽中最重要的设定就是回抽距离,这个设定决定了在回抽时有多少塑料从喷嘴中抽回,通常情况下,从喷嘴中抽回的塑料越多,拉丝情况就越不明显。大多数近段挤丝系统只需要0.5-2.0mm的回抽距离,但有些bowden挤出机由于挤出轮离喷嘴的距离较远,回抽距离 需要15mm的距离。如果你的打印机有拉丝的现象,尝试每增加1mm来测试回抽距离。
2、回抽速度过慢
回抽中另一项重要的设定就是回抽速度,这个设定决定了耗材以多快的速度抽离。如果回抽速度过慢,融化的耗材依然会从喷嘴出流出。如果回抽的过快,有可能发生耗材未融化的部分和融化的部分分离,或可能发生挤丝轮咬掉一块耗材。通常在20-100mm/s之间有 一个绝佳的回抽速度,这就需要多次的尝试了。
3、打印温度过高
在检查过上述两项之后,下一个最常见的原因是挤出头温度过高,如果温度过高的情况下,喷嘴内的耗材会变得非常粘,并且容易从喷嘴流出,但如果温度过低耗材就较难挤出。在确定回抽距离和回抽速度都比较合适的情况下,依旧出现拉丝的情况,就可以尝试将 挤出头的温度调低5-10摄氏度。这会有一个明显的改善。
4、穿越移动距离过长
穿越之间的距离也会对拉丝有很大的影响,短距离的移动,融化的塑料没有足够的时间流出喷嘴,但长距离的移动非常容易产生拉丝现象,一些切片软件有相关设定可以避免长距离移动,我们可以打开那些选项。
物件过热
当融化的耗材从喷嘴挤出时,温度在190-240度之间,在这个温度下,塑料是非常容易变形的,只有挤出温度和散热处于一个相对平衡的位置,塑料才可以流畅的从喷嘴出来后迅速冷却成型。如图所示的金字塔形,就是物件上方过热。以下是造成此问题的几种原因及 建议解决方法:
1、散热不足
如果你的打印机有吹耗材的风扇,则在切片时应开启散热功能。
2、打印温度过高
如果尝试了第一种情况没有解决,则说明打印的温度过高。应当适当调低打印温度5-10度。
3、打印速度过快
如果上述两种解决方法都没有解决问题,那就说明你的打印速度过快。可以在切片时设置自动散热,(或每层最小打印时间)。它可以保证每层有充足的时间冷却成型。

4、其它问题
如果上述的3种都没有解决问题,可以尝试一次性打印多个零件。这样做可以增加每一层的冷却时间。
层偏移(又称错位、丢步、失步)问题
大多数的打印机都是采用开环系统(步进电机驱动机器运动),也就是说打印机没有能检测打印头在哪个位置的功能。在一般情况下是可以正常工作的,但如果收到外力干扰,或有较大的阻力,就有可能导致打印头错位,但打印机并没有检测和修正措施。所以一直 打印,导致如图的情况。下面罗列了一些可能导致该问题的原因及解决建议:
1、打印头的移动速度过快
打印速度或空走速度超过了步进电机所能处理的速度,就会出现错位的问题。解决这个问题也非常简单,调低空走速度。如果有必要需要将加速度也调低。
2、机械方面或电子方面原因
如果上述没有解决你的问题,那么就需要检查一下机械及电子方面了,大多数机器都采用的是皮带传动,皮带主要是有橡胶和一些纤维提供足够强度。但久而久之,皮带有可能拉长,皮带会变得比较松,进而导致皮带从皮带轮上滑脱,也就是说皮带轮转动,但皮带 没有跟着转。解决方法也比较简单,皮带传动机构上一般都会有调整皮带张紧程度的机构,将皮带调整的更紧一些就可以解决了。但是要注意一点,如果调整的过紧,就会在转轴和轴承之间形成巨大的阻力或有可能无法转动。所以松紧的程度需要适度。
另一个机械问题,是机米螺丝(顶丝),这个小螺丝是用来将皮带轮固定在步进电机轴上的,让皮带轮跟电机轴一起转动,但如果这个螺丝松动,就会出现轴转,轮不转的情况。这种情况也会造成层偏移的问题。
电子方面造成这个问题的,有可能是步进电机供电电流不足,导致步进电机没有足够的力量克服阻力。也可能是步进电机驱动芯片过热,导致步进电机在芯片冷却前停止转动。电子方面还有其他许多点,我们这里只是简单的提供一个思路。
层分离及出现切口问题
FDM类3D打印机的打印原理是,每一次打印一层,一层层堆叠起来,形成最终的物件。但只有每一层之间结合的非常牢固才能得到结实的物件,否则物件就有可能发生层分离及出现切口的问题。以下罗列了几个有可能造成这个问题的原因及解决建议:
1、层高(层厚)值太高
大多数3D打印机所配备的喷嘴的直径是0.3-0.5mm,一般层高设定值应小于喷嘴直径的20%理想的层高打印出来,新一层会稍有压力的印在旧的一层,这样两层才会结实的结合在一起。
2、打印温度过低
相比较低的打印温度,较高的打印温度可以使耗材粘结的更好。如果你确定你的层高没有问题,那么就可以从打印温度上找原因,可以尝试依次增加10度来测试一下打印效果。直到找到合适的温度。
咬丝问题
咬丝顾名思义,就是挤出机内的挤丝轮把耗材咬掉一块,这种问题的特征是耗材不动,但挤丝轮一直在转,挤出机附近有很多塑料碎屑。以下是几种可能造成此问题的原因及解决建议:
1、打印温度过低
可以尝试着将打印温度提高5-10度
2、打印速度过快
如果提高打印温度后,情况依旧没有好转,那么接下来就需要把打印速度降低。可以尝试将打印速度降低50%。
3、喷头堵塞
如果上述两项都没有解决问题,那么很有可能是喷头堵塞了。
堵头问题
堵头问题是一个老生常谈的问题,这里只简单介绍几种疏通喷头的方法。
1、解锁挤出机步进电机,手动推送耗材。
2、如果上述没解决,则退出耗材,将变形的耗材剪掉,重新推送耗材。
3、也可以使用对应喷嘴直径的疏通工具进行疏通(如钻头,针灸针,吉他弦之类的)4、如果上述都没有解决,可以更换一个新喷头,将旧喷头用火烧,直到将内部的杂志残渣烧净。或可以讲将喷头放入丙酮溶液中(仅适用于打印ABS的喷嘴)打印中途不出丝问题如果你的打印机在刚开始还挤出正常,但在中途就不出丝。出现这种问题只有几种典型的原因,下面会逐一讲解。
1、耗材用尽
2、发生咬丝问题
3、堵头
4、挤出机步进电机驱动过热
在打印挤出过程中,挤出机的步进电机一直在工作。这有可能造成驱动芯片过热,导致步进电机停止工作。解决此问题,需要在驱动芯片上添加更加有效的散热系统。
弱填充问题
填充是一个打印物件非常重要的部分,它承担这支撑打印件,连接打印件边缘的作用。如果出现如图所示的弱填充,这个物件将非常容易损坏。下方罗列了几种可能造成此问题的原因及解决建议:
1、填充图形
一般来说出现这种问题,可以首先更换填充图形来看是否解决此问题。常见的强填充图形:网格,蜂窝形,三角形弱填充:线填充、快速蜂窝形2、打印速度过快一般填充的速度设定都要比打印的速度快,所以出现此问题,可以尝试将打印速度调低50%3、填充挤出量不足一些切片软件可以单独设置填充挤出量,可以尝试将填充挤出量调整为200%
看了以上的教程,有没有帮助到你在用FDM成型技术的3D打印机的时候解决遇到的问题呢?FDM是最常用的一种3D打印方式,桌面级3D打印机几乎都是用的FDM成型技术打印的,所以它的使用人群很多,询问这方面问题的人也较多,希望这篇教程能帮助到这批人。
3D打印在线服务平台操作流程:
国内的3D打印在线服务平台,大同小异,还是以e键打印为例,流程如下:
1.准备好您的3D打印立体模型文件(格式为.STL/.STP/.IGS/.OBJ/.BREP等)推荐用.STL文件。
2.注册帐户,在3D打印用户注册页面注册。
3.到模型文件上传页面完成上传操作。
4.选择材料进行报价。
5.确认后在线支付。
6.坐等收货。
以上为全部操作流程。希望能帮到您。
e键打印是一家集3D打印、CNC加工、手板复模、丝印喷油后期加工于一体的3D打印在线服务平台,拥有10年以上行业经验,央视报导,政府大力支持的创新型企业平台。好不好,您来体验一次就知道了。
在线3D打印服务,在线3D打印平台,3D打印平台优势,在线3D打印流程,在线3D打印服务商,手板打样价格,手板模型加工,3D打印后期处理,手板模型后期加工,e键打印,e键打印平台

官方微信:CKLM88
e键打印如何提供高效率3D打印服务?
1.精准定位,面向B端(含个人)用户,满足海量用户碎片化3D打印需求;
2.用户至上,数量不限,一件产品也可为用户打印生产;
3.行业创新,打印流程完全实现自动化操作,系统1分钟报价出单;
4.整合资源,优中选优,整合全国线下300+台工业级3D打印机(设备资产超3亿人民币),为用户提供最实惠、高精度、最齐全的3D打印服务;
5.精简流程,打印产品最快24小时内送抵至用户手中;中小企业的的绝对佳合作伙伴,个人爱好者发烧友的高性价比平台.3D打印成功案例展示,央视报导
6.够专业:与丰田本田等众多国际知名企业长时间合作,十年以上3D打印模型/手板加工打样/批量复模/CNC加工经验,期待与您的合作!
e键打印的合作企业:苹果,丰田,SONY,LV,本田,东风

粤ICP备15069436号

