- 深圳市159****8681 最新3D打印订单:¥499.51元
- 沈阳市186****4040 最新3D打印订单:¥814.80元
- 台中092****2653 最新3D打印订单:¥1,317.00元
- 深圳市138****2618 最新3D打印订单:¥637.56元
- 南京138****5228 最新3D打印订单:¥1,926.63元
- 深圳市138****2618 最新3D打印订单:¥517.94元
- 广州市135****6016 最新3D打印订单:¥647.24元
- 长春市136****7431 最新3D打印订单:¥680.49元
- 深圳市135****3766 最新3D打印订单:¥529.64元
- 深圳市138****2360 最新3D打印订单:¥622.98元
- 西安市134****8811 最新3D打印订单:¥749.36元
- 郑州市183****0928 最新CNC机加工订单:¥22,500.00元
- 上海市182****9903 最新3D打印订单:¥12,480.00元
- 济南市156****0318 最新钣金加工订单:¥6,045.50元
- 东莞市157****3032 最新钣金加工订单:¥2,200.00元
- 苏州市158****5151 最新CNC机加工订单:¥2,200.00元
- 上海198****1239 最新CNC机加工订单:¥22,500.00元
- 嘉兴市139****6874 最新CNC机加工订单:¥4,200.00元
- 安阿伯734****5963 最新CNC机加工订单:¥18,208.37元
- 上海市131****2750 最新CNC机加工订单:¥2,900.00元
- 深圳市178****8941 最新CNC机加工订单:¥3,000.00元
- 深圳市132****4471 最新CNC机加工订单:¥5,800.00元
- 苏州市139****1569 最新CNC机加工订单:¥10,030.00元
- 西安市152****3446 最新CNC机加工订单:¥2,100.00元
- 杭州市150****6228 最新CNC机加工订单:¥880.00元
- 深圳市166****2047 最新3D打印订单:¥5,500.00元
- 新界635****4728 最新CNC机加工订单:¥17,500.00元
- 杭州市159****6812 最新CNC机加工订单:¥960.00元
- 嘉兴市152****6816 最新3D打印订单:¥16,700.00元
- 成都市173****6014 最新CNC机加工订单:¥5,311.00元
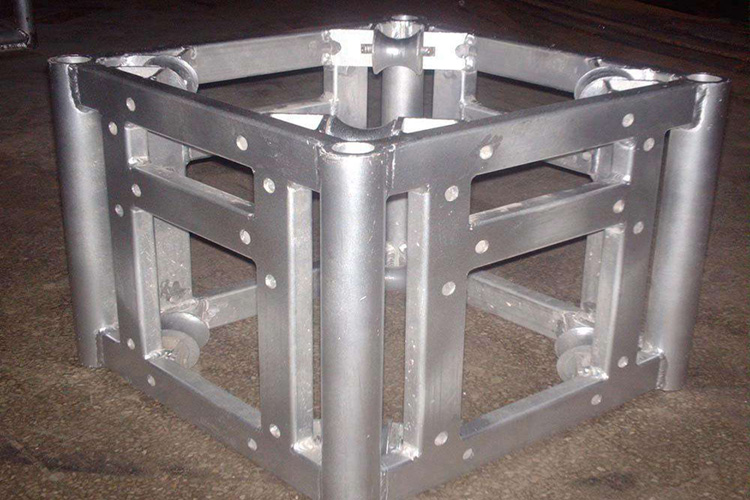
几乎各种焊接方法都可以用于焊接铝及铝合金,但是我们要了解清楚铝及铝合金的焊接特点、难点及注意点,才有可能做出漂亮合格的铝及铝合金焊接件。
1、氧化膜
铝在空气中及焊接时极易氧化,生成的氧化铝(Al2O3)熔点高、非常稳定,不易去除。阻碍母材的熔化和熔合,氧化膜的比重大,不易浮出表面,易生成夹渣、未熔合、未焊透等缺陷。
铝材的表面氧化膜和吸附大量的水分,易使焊缝产生气孔。焊接前应采用化学或机械方法进行严格表面清理,清除其表面氧化膜。在焊接过程加强保护,防止其氧化。
钨极氩弧焊时,选用交流电源,通过“阴极清理”作用,去除氧化膜。气焊时,采用去除氧化膜的焊剂。
在厚板焊接时,可加大焊接热量,例如:氦弧热量大,利用氦气或氩氦混合气体保护,或者采用大规范的熔化极气体保护焊,在直流正接情况下,可不需要“阴极清理”。
2、导热率大
铝及铝合金的热导率和比热容均约为碳素钢和低合金钢的两倍多。铝的热导率则是奥氏体不锈钢的十几倍。
在焊接过程中,大量的热量能被迅速传导到基体金属内部,因而焊接铝及铝合金时,能量除消耗于熔化金属熔池外,还要有更多的热量无谓消耗于金属其他部位,这种无用能量的消耗要比钢的焊接更为显著,为了获得高质量的焊接接头,应当尽量采用能量集中、功率大的能源,有时也可采用预热等工艺措施。
3、接头处和热影响区容易软化
合金元素易蒸发、烧损,使焊缝性能下降。母材基体金属如为变形强化或固溶时效强化时,焊接热会使热影响区的强度下降。
铝为面心立方晶格,没有同素异构体,加热与冷却过程中没有相变,焊缝晶粒易粗大,不能通过相变来细化晶粒。
4、线膨胀系数大,易变形和产生热裂纹
铝及铝合金的线膨胀系数约为碳素钢和低合金钢的两倍。铝凝固时的体积收缩率较大,焊件的变形和应力较大,因此,需采取预防焊接变形的措施。
铝焊接熔池凝固时容易产生缩孔、缩松、热裂纹及较高的内应力。生产中可采用调整焊丝成分与焊接工艺的措施防止热裂纹的产生。
在耐蚀性允许的情况下,可采用铝硅合金焊丝焊接除铝镁合金之外的铝合金。在铝硅合金中含硅0.5%时热裂倾向较大,随着硅含量增加,合金结晶温度范围变小,流动性显著提高,收缩率下降,热裂倾向也相应减小。
根据生产经验,当含硅5%~6%时可不产生热裂,因而采用SAlSi条(硅含量4.5%~6%)焊丝会有更好的抗裂性。
5、极易溶解氢
铝及铝合金在液态能溶解大量的氢,固态几乎不溶解氢。在焊接熔池凝固和快速冷却的过程中,氢来不及溢出,极易形成氢气孔。
弧柱气氛中的水分、焊接材料及母材表面氧化膜吸附的水分,都是焊缝中氢气的重要来源。因此,对氢的来源要严格控制,以防止气孔的形成。
e键打印是大型手板加工服务平台、高新技术认证企业,不止于3d打印,其它各类切割、焊接等工艺都配备齐全,超过15年的行业经验,能一站式为客户提供全面的加工服务。欢迎大家马上咨询在线客服,定能给您带来与众不同的服务体验。

粤ICP备15069436号

